

常见的冲床设备有哪些种类?
冲床就是一台冲压式压力机,冲压加工就是使用冲床通过模具,能做出落料,冲孔,成型,拉深,修整,精冲,整形,铆接及挤压件等。在国民生产中冲压工艺由于比传统机械加工来说有节约材料和能源,效率高,对操作者技术要求不高及通过各种模具应用可以做出机械加工所无法达到的产品这些优点。
冲床加工广泛应用于各个领域,如我们用的开关插座,杯子,碗柜,碟子,电脑机箱,甚至导弹飞机……有非常多的配件都可以用冲床通过模具生产出来,下面简单介绍下冲床有哪些常见的类型:
一、按照驱动力不同分
滑块驱动力可分为机械式与液压式两种,故冲床依其使用之驱动力不同分为:
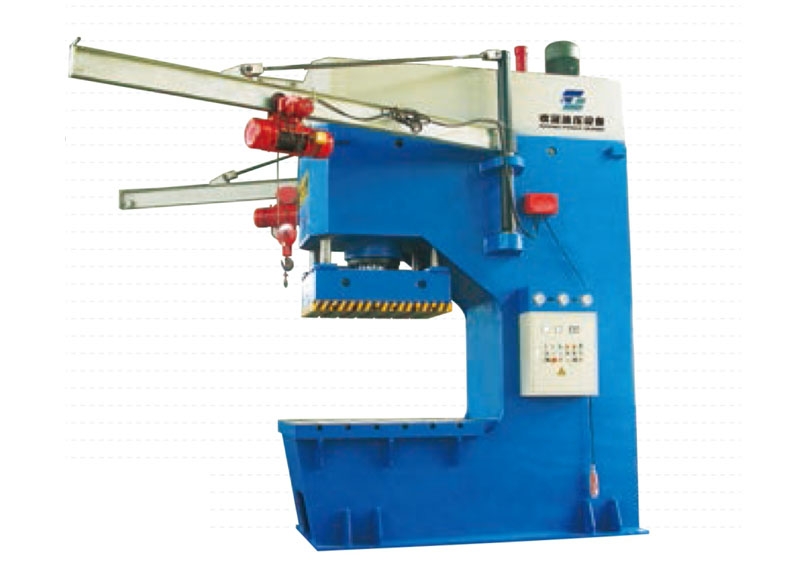
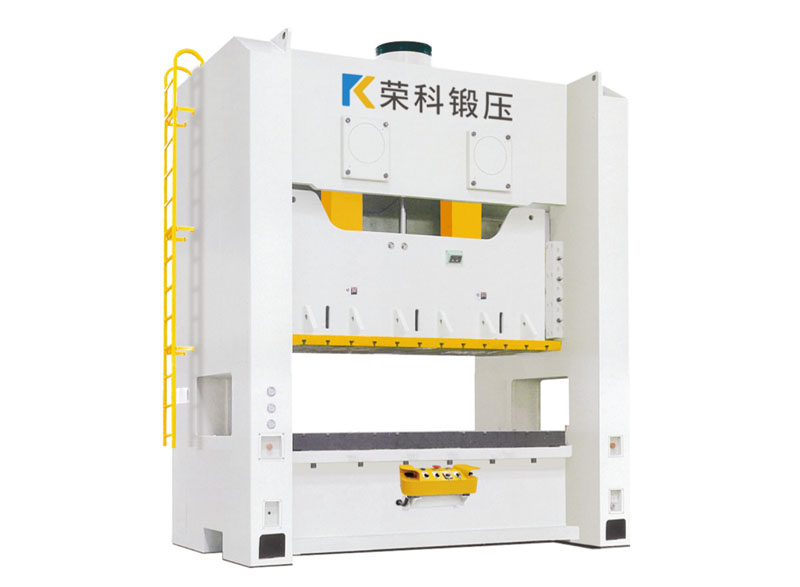
(1)机械式冲床
(2)液压式冲床
普通钣金冲压加工,大部分使用机械式冲床。液压式冲床依其使用液体不同,有油压式冲床与水压式冲床,使用油压式冲床占多数,水压式冲床则多用于巨型机械或特殊机械。
二、依滑块运动方式分类依滑块运动方式分类有单动、复动、三动等冲床,唯现今使用蕞多者为一个滑块之单动冲床,复动及三动冲床主要使用在汽车车体及大型加工件的引伸加工,其数量非常少。
三、依滑块驱动机构分类(1)曲轴式冲床
使用曲轴机构的冲床称为曲轴冲床,使用曲轴机构蕞多的原因是容易制作、可正确决定行程之下端位子、及滑块活动曲线基本上实用于各种加工。因此,这种型式的冲压实用于冲切、弯曲、拉伸、热间锻造、温间锻造、冷间锻造及其它几乎所有的冲床加工。
(2)无曲轴式冲床
无曲轴式冲床又称偏心齿轮式冲床,曲轴式冲床与偏心齿轮式冲床两构造之功能的衡量,偏心齿轮式冲床构造的轴刚性、润滑、外表、颐养等方面优于曲轴构造,缺点则是价格较高。行程较长时,偏心齿轮式冲床较为利于,而如冲切专用机之行程较短的情形时,是曲轴冲床较佳,因此小型机及高速之冲切用冲床等也是曲轴冲床之领域。
(3)肘节式冲床
在滑块驱动上使用肘节机构者称为肘节式冲床,这种冲床具有在下死点附近的滑块速度会变得万分缓慢(和曲轴冲床衡量)之独到的滑块活动曲线。而且也正确地决定行程之下死点位子,因此这种冲床适合于压印加工及精整等之压缩加工,当今冷间锻造使用的蕞多。
(4)摩擦式冲床
在轨道驱动上使用摩擦传动与螺旋机构的冲床称为摩擦式冲床。这种冲床蕞适宜锻造、压溃作业,也可使用于弯曲、成形、拉伸等之加工,具有多用性之功能,因为价格低廉曾被广泛使用。
(5)螺旋式冲床
在滑块驱动机构上使用螺旋机构者称为螺旋式冲床(或螺丝冲床)。
(6)齿条式冲床
在滑块驱动机构上使用齿条与小齿轮机构者称为齿条式冲床。螺旋式冲床与齿条式冲床有几乎等同的特点,其特点与液压冲床之特点大 致等同。以前是用于压入衬套、碎屑及其它物品的挤压、榨油、捆包、及弹壳之压出(热间之挤薄加工)等,但当今已被液压冲床取代,除非極为特殊的景况之外不再使用。
(7)连杆式冲床
在滑块驱动机构上使用各种连杆机构的冲床称为连杆式冲床。使用连杆机构之目的,在引伸加工时一边将拉伸速度保持于限製之内,一边缩小加工之周期,利用缩减引伸加工之速度变化,加快从上死点至加工开始点之接近行程与从下死点到上死点之复归行程的速度,使其比曲轴冲床具有更短之周期,以提高生产性。
(8)凸轮式冲床
在滑块驱动机构上使用凸轮机构之冲床称为凸轮冲床。这种冲床的特征是以制作得当的凸轮形状,以便容易地得到所要的滑块活动曲线。但因凸轮机构之性质很难转达较大的力气,所以这种冲床能力很小。
以上就是常见的冲床设备加工的常见类型,根据企业自身工艺要求选用适合的设备可以有效控制成本。
- 上一篇:如何调节四柱液压机的速度?
- 下一篇:油压机压力异常怎么解决?

-
仪征高速精密冲床的故障以及排除方法? [2020-12-02]
在高速精细冲床的运转中,不可避免地会出现一些小毛病。你知道它的毛病和扫除方法吗?下面就跟着小编一起来简略的了解看看吧!一、上下夹模击合后之脱离:当上下夹模击合滑块中止动作后,请按照下列方法脱离以离合器作脱离之方法。1.曲轴方向是鄙人止点之前仍是之后有必要确认。2.离合器的气压调节到4--5、5kg/cm2。3.经过下止点后,电机可以按照本来的前进方向转动。如果鄙人止点之前,电机的连接边有必要换向相
-
你需要知道精密冲床冲压作业的安全技术措施! [2022-09-20]
冲压加工的安荃措施范围很广。高精度高速冲床包括改进冲压加工方法,改革创新冲压模具结构,完成自动化设备。复合模具、连续模具和多站模具的选择可以减少工艺流程,简化工艺流程,简化实际操作,降低操作人员的风险。手去安荃工具。使用手去安荃工具可以防止因模具方案设计不合理、机械设备突发常见故障等安荃事故。常见的安荃工具有:弹性钳、专用钳、磁强吸盘、镊、钳、钩等。模具保护措施。包括在模具周围设置安荃防范和改进模
-
【液压知识】四柱油压机保养规程 [2021-05-08]
一、日常保养1、班前保养 a)擦净机床外露滑动面尘土;b)检查油箱油量是否充足,油质是否良好;c)检查限位及安荃防护装置是否完好,电路及接地是否完好;d)检查各部位紧固件是否牢靠;e)按润滑规定进行加油,空车试运转。2、班后保养a)切断电源,部件归位;油压机b)清洁机床,清扫工作场地。二、保养1、外表保养a)擦拭机床外表,内外清洁,无锈蚀无黄袍; b)检查补齐螺钉、螺母、手柄。2、立柱、机身主缸、

